R系列高刚性重切削加工中心
超大规格的高等级45mm双螺母预压结构滚珠丝杆,并采用两端预拉伸的装配工艺,提供出色的机床定位精度和刚性。由优质铸铁制造的床身结构,结果严格的FEA分析,铸件内部采用大量的加强筋,使得机床内部受力结构优化,确保了机床整体的搞刚性和热稳定性。较低的机床重心,使机床有更出色的康整形,有利于提高工件的加工精度和表面粗糙度。R系列机床强壮的立柱为机床进行切削时提供了额外的刚性和稳定性,显著的提高了机床的加工效率和加工精度。
产品咨询热线:4006780180
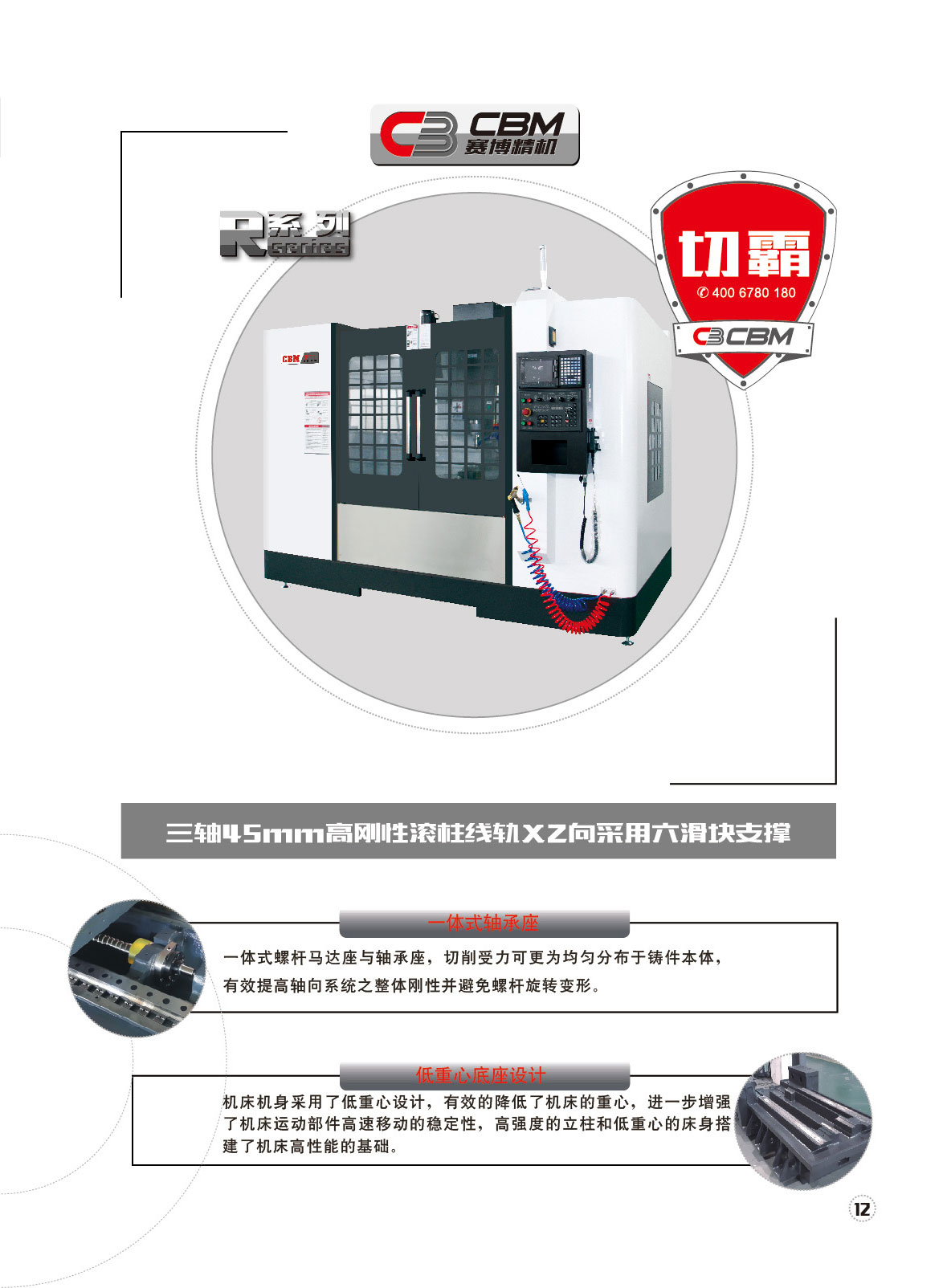
三轴45mm高刚性滚柱线轴XZ向采用六滑块支撑
一体式轴承座
一体式螺杆马达座与轴承座,切削受力可更为均匀分布于铸件本体,有效提高轴向系统之整体刚性并避免螺杆旋转变形。
低重心底座设计
机床机身采用了低重心设计,有效的降低了机床的重心,进一步增强了机床运动部件高速移动的稳定性,高强度的立柱和低重心的床身搭建了机床高性能的基础。
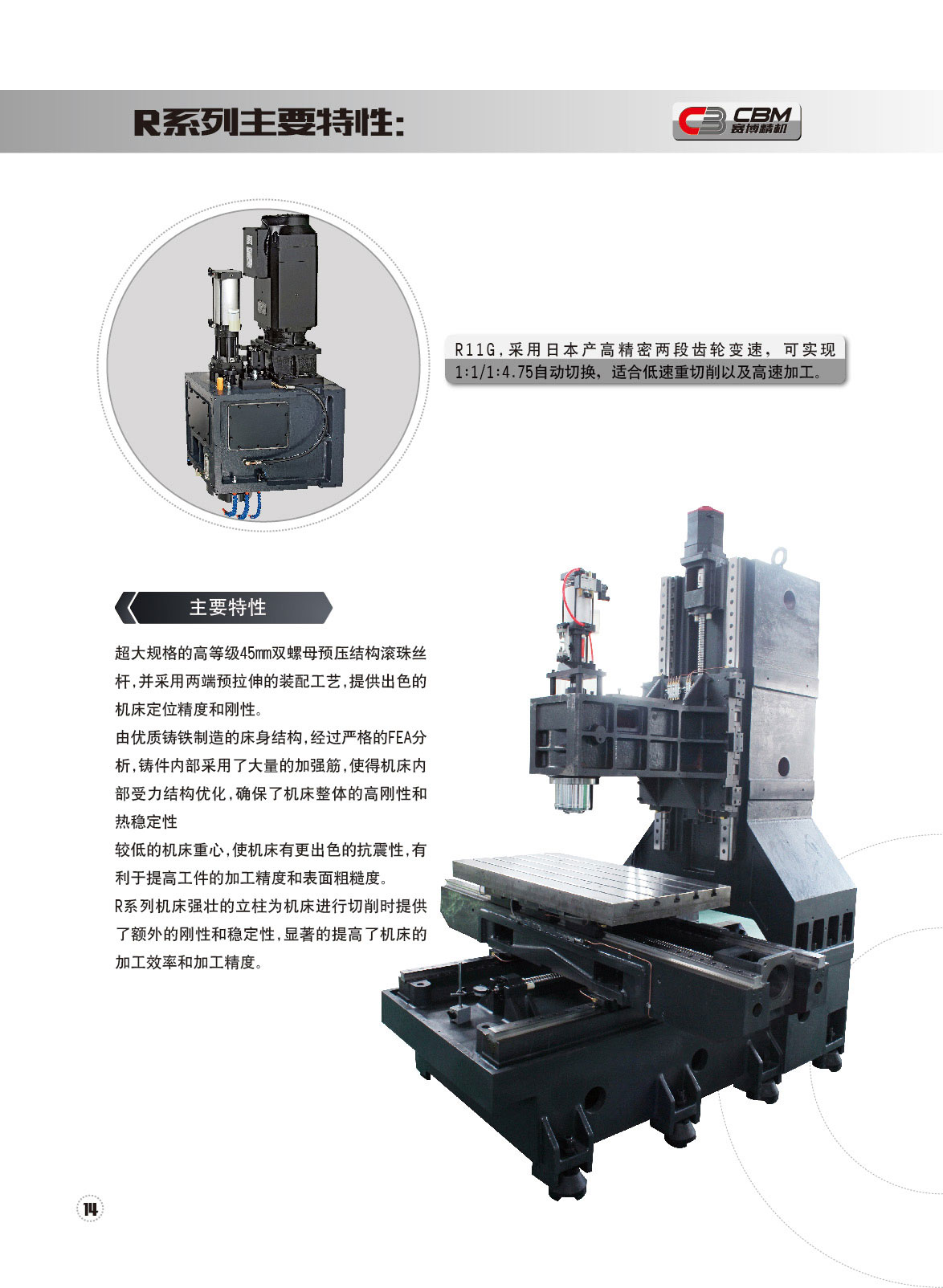
R11G,采用日本产高精密两段齿轮变速,可实现1:1/1:4.75自动切换,适合低速切削以及高速加工。
主要特性:
超大规格的高等级45mm双螺母预压结构滚珠丝杆,并采用两端预拉伸的装配工艺,提供出色的机床定位精度和刚性。
由优质铸铁制造的床身结构,结果严格的FEA分析,铸件内部采用大量的加强筋,使得机床内部受力结构优化,确保了机床整体的搞刚性和热稳定性。
较低的机床重心,使机床有更出色的康整形,有利于提高工件的加工精度和表面粗糙度。
R系列机床强壮的立柱为机床进行切削时提供了额外的刚性和稳定性,显著的提高了机床的加工效率和加工精度。
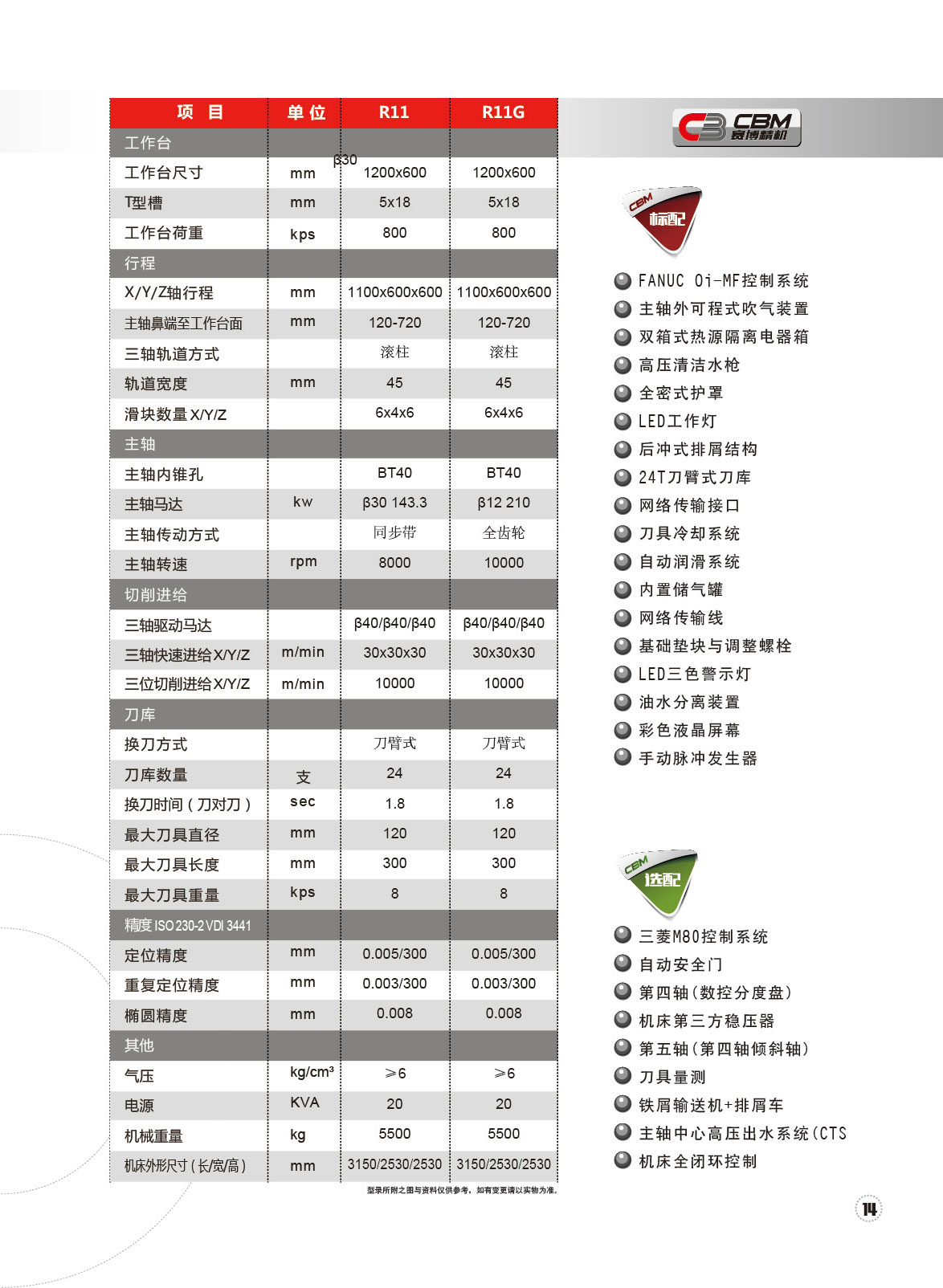
|
项目 |
单位 |
R11 |
R11G |
|
工作台 |
|
|
|
|
工作台尺寸 |
mm |
1200x600 |
1200x600 |
|
T型槽 |
mm |
5x18 |
5x18 |
|
工作台荷重 |
kps |
500 |
500 |
|
行程 |
|
|
|
|
X/Y/Z轴行程 |
mm |
1100x600x600 |
1100x600x600 |
|
主轴鼻端至工作台面 |
mm |
120-570 |
120-570 |
|
三轴轨道方式 |
|
滚柱 |
滚柱 |
|
轨道宽度 |
mm |
45 |
45 |
|
滑块数量X/Y/Z |
|
6x4x6 |
6x4x6 |
|
主轴 |
|
|
|
|
主轴内锥孔 |
|
BT40 |
BT40 |
|
主轴马达 |
kw |
β30 143.3 |
β12 210 |
|
主轴传动方式 |
|
同步带 |
全齿轮 |
|
主轴转速 |
rpm |
8000 |
10000 |
|
切削进给 |
|
|
|
|
三轴驱动马达 |
|
β40/β40/β40 |
β40/β40/β40 |
|
三轴快速进给X/Y/Z |
m/min |
30x30x30 |
30x30x30 |
|
三位切削进给X/Y/Z |
m/min |
10000 |
10000 |
|
刀库 |
|
|
|
|
换刀方式 |
|
刀臂式 |
刀臂式 |
|
刀库数量 |
支 |
24 |
24 |
|
换刀时间(刀对刀) |
sec |
1.8 |
1.8 |
|
最大刀直径 |
mm |
120 |
120 |
|
最大刀长度 |
mm |
300 |
30 |
|
最大刀重量 |
kps |
8 |
8 |
|
精度ISO 230-2VDI 3441 |
|
|
|
|
定位精度 |
mm |
0.005/300 |
0.005/300 |
|
重复定位精度 |
mm |
0.003/300 |
0.003/300 |
|
椭圆精度 |
mm |
0.008 |
0.008 |
|
其他 |
|
|
|
|
气压 |
kg/cm³ |
≥6 |
≥6 |
|
电源 |
KVA |
20 |
20 |
|
机械重量 |
kg |
5500 |
5000 |
|
机床外形尺寸(长/宽/高) |
mm |
3150x2530x2530 |
3150x2530x2530 |
标配
FANUC 0i-MF控制系统,主轴外可程式吹气装置,双箱式热源隔离电气箱,高压清洁水枪,全密式护罩,LED工作灯,后冲式排屑结构,24T刀臂式刀库,网络传输接口,刀具冷却系统,自动润滑系统,内置储气罐,网络传输线,基础垫块与调整螺栓,LED三色警示灯,油水分离装置,彩色液晶屏幕,手动脉冲发生器,
选配
三菱M80控制系统,自动安全门,第四轴(数控分度盘),机床第三方稳压器,第五轴(第四轴倾斜轴),刀具测量,铁屑输送机+排屑机,主轴中心高压出水系统(CTS),机床全闭环控制